 English
English русский
русский عربى
عربى


24-Cavity Preform плесень
Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. деталиВыдувание преформ – это производственный процесс, который часто снаружи выглядит простым. Заходит небольшая заготовка, а выходит готовая бутылка. Но между этими двумя точками материал претерпевает ряд контролируемых изменений.
То, что происходит внутри системы, — это не единичная трансформация. Это цепочка постепенных корректировок. Температурные изменения, размягчение, растяжение, формование и охлаждение материала — все это происходит в непрерывном ритме.
Вместо изолированных действий он больше похож на плавный цикл, где каждый этап незаметно подготавливает следующий.
Преформа – это отправная точка всего процесса. Это еще не похоже на бутылку. Это компактная, прочная деталь, которая уже содержит основную структуру окончательной формы.
Причина, по которой производство начинается здесь, — это последовательность. Когда все преформы одинаковы, последующая трансформация становится более предсказуемой.
Прежде чем приступить к делу, преформы обычно сортируются и проверяются. На первый взгляд этот шаг не кажется важным, но он помогает избежать перерывов в дальнейшем процессе.
В реальных производственных средах стабильное начало часто облегчает управление остальной частью цикла.
Нагревание — это этап, на котором материал начинает реагировать.
Преформа медленно переходит из жесткого состояния в более мягкое и гибкое. Он не плавится полностью. Вместо этого он достигает контролируемого состояния, в котором его можно изменить без потери структуры.
Эта часть процесса более деликатна, чем кажется. Даже небольшие различия в распределении тепла могут изменить поведение материала в дальнейшем.
На практике операторы часто обращают внимание на то, насколько равномерно реагирует материал, а не на то, как быстро он нагревается. Некоторые области могут размягчаться немного раньше, чем другие, и эта разница имеет значение для последующего формирования.
Нагрев – это не столько интенсивность, сколько баланс.
Как только материал станет гибким, его необходимо правильно разместить, прежде чем приступить к формованию.
Позиционирование звучит просто, но оно напрямую влияет на выравнивание внутри формы. Если преформа немного отклонена, готовая бутылка может сформироваться неравномерно.
На этом этапе система удерживает материал на месте. Он ждет в стабильном положении, прежде чем начнется следующий этап.
Этот момент в процессе часто тихий, но он связывает подготовку с трансформацией.
Растяжение происходит до того, как будет сформирована фактическая форма бутылки.
Размягченный материал аккуратно растягивается. Это не силовое движение. Это контролируемая регулировка, которая помогает распределять материал более равномерно.
Без этого шага некоторые части бутылки могут стать слишком толстыми, а другие — слишком тонкими.
Растяжка помогает внутренней структуре прийти в более сбалансированное состояние, прежде чем начнется формирование воздуха.
Это тонкий шаг, но он играет большую роль в окончательном единообразии.
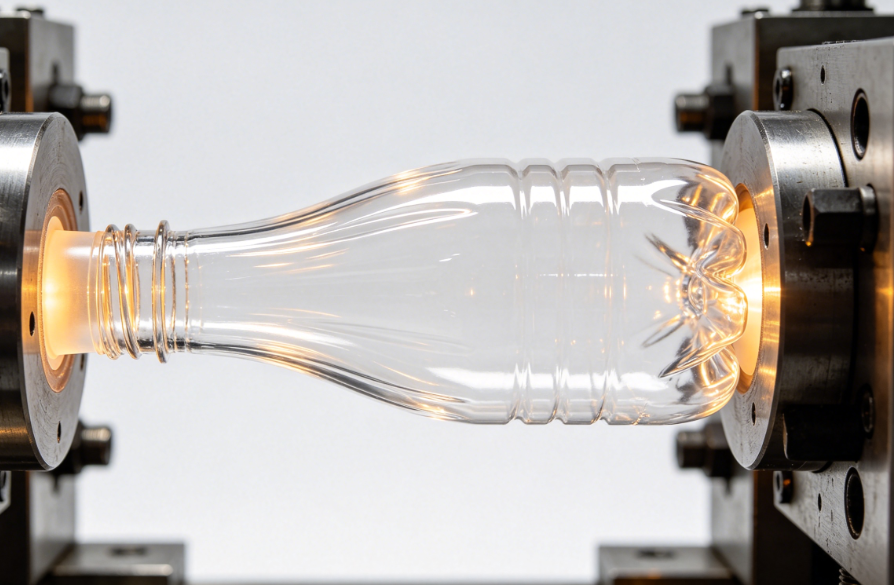
После растяжения в систему подается воздух.
В этот момент становится видна форма бутылки.
Воздух выталкивает размягченный материал наружу, пока он не совпадет с формой. Сама форма не создает форму напрямую. Он просто определяет границу.
На этот этап влияют несколько небольших факторов:
Хотя формирование происходит быстро, оно во многом зависит от всего, что было до него.
После формования материал все еще сохраняет тепло и небольшую гибкость.
Охлаждение приводит конструкцию в стабильное состояние. Без него бутылка могла слегка сместиться после выхода из формы.
Этот шаг скорее постепенный, чем внезапный. Материал постепенно становится более жестким, пока форма не зафиксируется полностью.
Охлаждение часто недооценивают, но именно оно удерживает конечную структуру на месте.
Процесс можно понять более четко, если разбить его на этапы. Каждый шаг естественным образом связан со следующим.
| Этап | Что происходит | Роль в процессе |
|---|---|---|
| Подготовка преформ | Необработанные преформы сортируются и проверяются | Обеспечивает стабильное стартовое состояние |
| Отопление | Материал становится гибким | Готовится к формированию. |
| Позиционирование | Преформа выровнена в области пресс-формы | Обеспечивает правильное размещение |
| Растяжка | Материал аккуратно растягивается | Улучшает внутреннее распределение |
| Формирование воздуха | Воздух расширяет материал в форму | Определяет форму бутылки |
| Охлаждение | Форма становится стабильной | Исправляет окончательную структуру |
| Релиз | Бутылка вынимается из формы | Завершает цикл |
Основная идея – преемственность. Каждый этап подготавливает следующий, а не остается один.
После завершения охлаждения бутылку вынимают из формы.
На этом этапе форма уже зафиксирована, но обработка по-прежнему имеет значение. Плавное освобождение помогает поддерживать качество поверхности и предотвращает небольшие искажения.
После выпуска бутылка переходит на следующий этап производства, который может включать проверку или упаковку.
Даже последнее движение является частью поддержания последовательности.
Проверка обычно происходит после формовки.
Это не отдельная система, а часть потока. Бутылки проверяются на соответствие формы, состояние поверхности и общую стабильность.
Целью является не только обнаружение дефектов, но и поддержание стабильного ритма производства. Небольшие отклонения выявляются заранее, прежде чем они пройдут дальше по линии.
Выдув преформы – это не совокупность отдельных действий. Это связная последовательность.
Нагрев влияет на гибкость. Растяжка влияет на распределение. Формирование воздуха зависит от обоих. Охлаждение зависит от всех предыдущих условий.
Если меняется один этап, остальная часть системы реагирует естественным образом.
Именно эта зависимость обеспечивает стабильность процесса в течение непрерывных производственных циклов.
В процессе производства действуют одновременно несколько факторов:
Ничто из этого не работает в одиночку. Конечный результат определяется тем, как они взаимодействуют.
Вместо того, чтобы рассматривать выдувку преформ как отдельные этапы, проще рассматривать ее как непрерывный поток.
Каждый этап подготавливает следующий. Каждая корректировка влияет на последующее. Система работает, потому что все остается подключенным, а не изолированным.
Именно эта связь обеспечивает стабильность производства в течение длительных циклов.

Форма преформы из 24 кавити является ключевым инструментом в производстве пла...
См. детали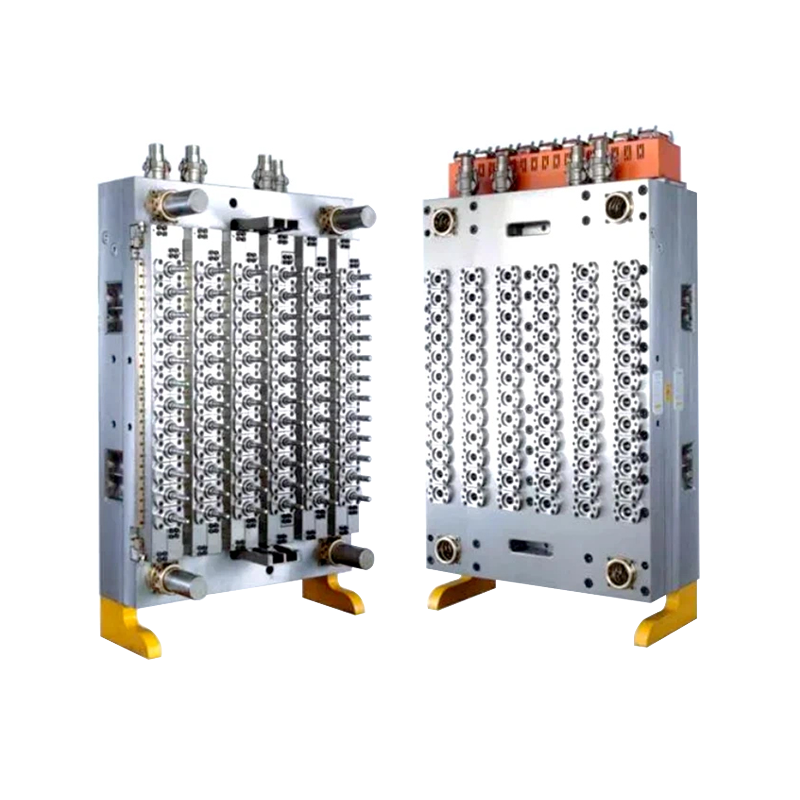
Премионная форма из 72 кавити является высокоэффективным инструментом, исполь...
См. детали
Пяти галлонская форма для бутылки представляет собой специализированный инстр...
См. детали
Премонная форма из 12 кавити является высокоэффективным инструментом, предназ...
См. детали
Форма с широкой горловиной на 18 гнезд — это высокопроизводительный инструмен...
См. детали
8-полостные пресс-формы для преформ с широким горлышком предназначены для произв...
См. детали
Медицинские формы для бутылок - это специализированные инструменты, предназна...
См. детали
Крышка бутылки с педальным клапаном Pet Pet Pet Pet-это основное оборудование...
См. детали
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

Электронная почта:[email protected] [email protected]

Адрес:Китай, пров. Чжэцзян, г. Тайчжоу, район Хуанъянь, Научно-технологический парк Байгэ
Авторское право© Taizhou Qihong Mold Co., Ltd. Все права защищены

